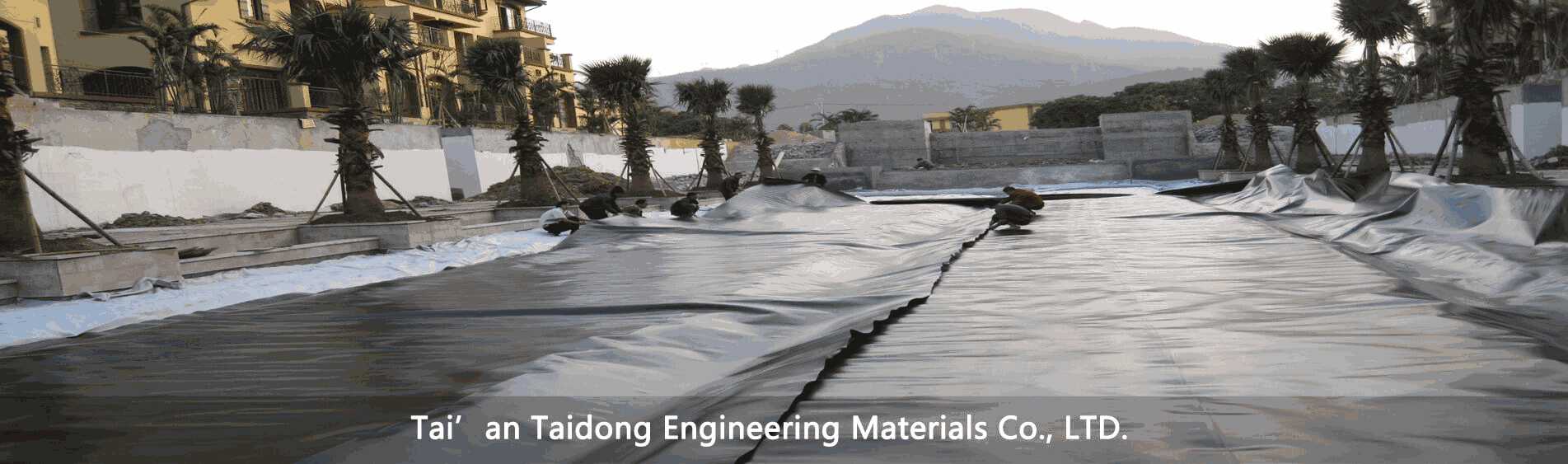
Treatment Method of Geomembrane Throwing on All Four Sides
In the construction of anti-seepage works, it is a general trend to use a composite geomembrane with four sides and two cloths and one membrane. The connection of the composite environmental geomembrane factory price with a thickness of 0.5mm is carried out in two procedures, namely the seam connection of the lower and upper non-woven fabrics and the connection of the middle PE film. So how should specific construction work be carried out?
The seam of non-woven fabric is double-seamed with a portable sewing machine and nylon thread, and the overlap width is 10cm; after the upper and lower geotextiles are sewed, carefully observe whether there are vacant seams, leak seams, and jumpers. Should be re-stitched. The PE film is connected by a welding process, and the welding tool uses an automatic temperature adjustment (speed adjustment) electric heating mode double-channel plastic heat sealing machine.

Whether the composite geomembrane can give full play to its anti-seepage performance, the quality of the seam welding is the key. Test welding should be carried out before formal welding. Adjust the speed and heating temperature of the heat sealing machine according to the type, thickness, working temperature and other conditions of the geomembrane construction requirements. The temperature is higher in cold weather or the thickness of the geomembrane is greater, and the walking should be slower. Lower, faster.
In construction, the walking speed is generally 1.5 ~ 2.0m / s and the temperature is 180 ~ 220 ℃. All welding is carried out on site, the weather is required to be good, the wind power is below 3, and construction in rainy weather, high temperature and severe cold weather is strictly prohibited. The surface of the welding base should be dry. Before welding, sand, mud and other dirt on the membrane surface should be blown off with an electric hair dryer, and then cleaned with a clean towel.
Place a long wooden board under the welding part, so that the heat sealing machine can walk on the flat base surface to ensure the welding quality. The weld should be transparent, smooth, straight and continuous. Two splice welds, each 10mm wide, with a 10mm cavity between the two welds, use this cavity to check the quality of the weld.